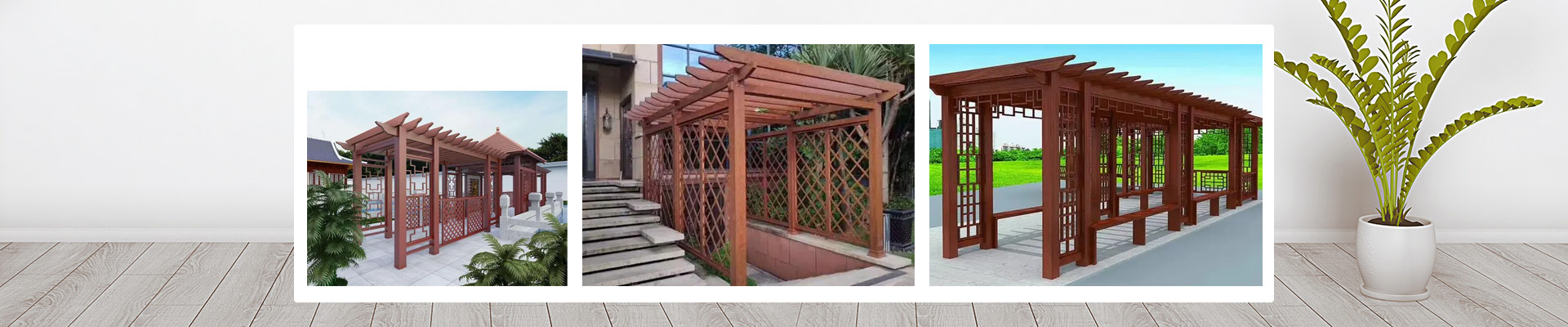
专业生产铝合金花箱,铝合金仿木葡萄架

18980820575
18980820575
成都乐尚佳环保科技有限公司
电话:15328180368
手机:15328180368
网址:www.cdmuye.cn
地址:成都新都区木兰轻工业区
1. 糊版/堵版(印版图文侧面粘墨多或字沟堵塞)
A油墨分布均匀,建议:使用分散性好的油墨。
B油墨中有杂质,建议:过滤油墨。
C文字、图案和网点,不适合印刷。建议:考虑印刷机印刷能力,重新设计。
D墨斗辊压力不当。建议:使用合理压力。
E网纹辊与印版间,印版与承印物间压力调节不当,建议:合理调压。
F其他机组的油墨串到印版上。建议:调节各色组间的干燥状态和溶剂挥发性。
G油墨粘度高,过墨量大。建议:调低粘度。
H油墨干燥太快,堵塞印版字沟。建议:适当加入慢干剂
与印版的关系:
A印版浮雕太浅。建议:印版浮雕与底基采用平分方法。例如:KY394JM-A底基2.00MM。
B字体间空隙紧密和反白太浅。建议:检查菲林黑度及减少主曝光时间或对部分印版蒙版制作。
2.起毛(图文有不规则的毛边)
A网纹辊与印版压力不当。建议:调节压力。
B版面油墨干燥快。建议:墨斗加盖并使用适当的溶剂。
C印版重用不清洁。建议:洗干净印版再用。
D印版清洗时破坏。建议:使用适当的清洗剂。
E墨斗辊压力不当。建议:适当调节。
F网纹辊与印版不匹配。建议:更换网纹辊或印版(视印刷图案而定)。
G油墨粘度不当。建议:更换网纹辊。
H承印材料表面粗糙。建议:更换网纹辊。
3.缺印(细线和网点印迹不清晰,图案里有白点,线条弯曲)
A压印力过轻。建议:适当加重压力。
B印刷机调节不良。建议:调整印刷机构,使之平衡运转。
C印版滚动跳。建议:检查印版滚筒与齿轮的椭圆度。
D传墨量过大。建议:控制传墨量。
E油墨粘度大。建议:适当降低油墨粘度。
F印刷双面胶厚度不均或安版时有气泡。
G印刷小点丢失/线条弯曲。建议:考虑油墨溶剂与版的相容性
4.油墨覆盖时轻时重(印刷图案上有竖直条纹)
A传墨系统传墨不良和传墨量少,建议:适当增加墨流量。
B消泡剂使用过量,建议:合理使用消泡剂。
![]() 版权所有 © 成都乐尚佳环保科技有限公司 成都花箱厂家 铝合金花箱
版权所有 © 成都乐尚佳环保科技有限公司 成都花箱厂家 铝合金花箱
![]() 地址:新都区木兰轻工业区
地址:新都区木兰轻工业区
![]() 电话:18980820575 /
电话:18980820575 /
网址:www.cdmuye.cn


咨询服务热线
18980820575









